山东检测中心-三坐标检测-CNAS认可




- 面议
- 2024-10-27 17:39:57
- 三坐标检测,优尔鸿信
- 杨先生 18912737176
- 优尔鸿信检测技术(深圳)有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
三坐标检测是一种基于坐标测量机的三维测量方法,通过测量工件相对于基准坐标系的位置和形状参数,确定工件是否符合设计要求
校准
校准是提高三坐标检测精度的关键步骤。通过定期校准机器,可以确保机器的各部件处于正确的位置和角度。此外,校准还可以纠正由于机器老化或部件磨损导致的任何偏差。
测量工件尺寸:通过点与点之间的距离得出结果,或使用“构造对称线”等方法找基准原点C。
查看形位公差和孔的位置度:先选基准再选被测,根据配合情况选择MMC或S原则,并输入理论值进行合格判定。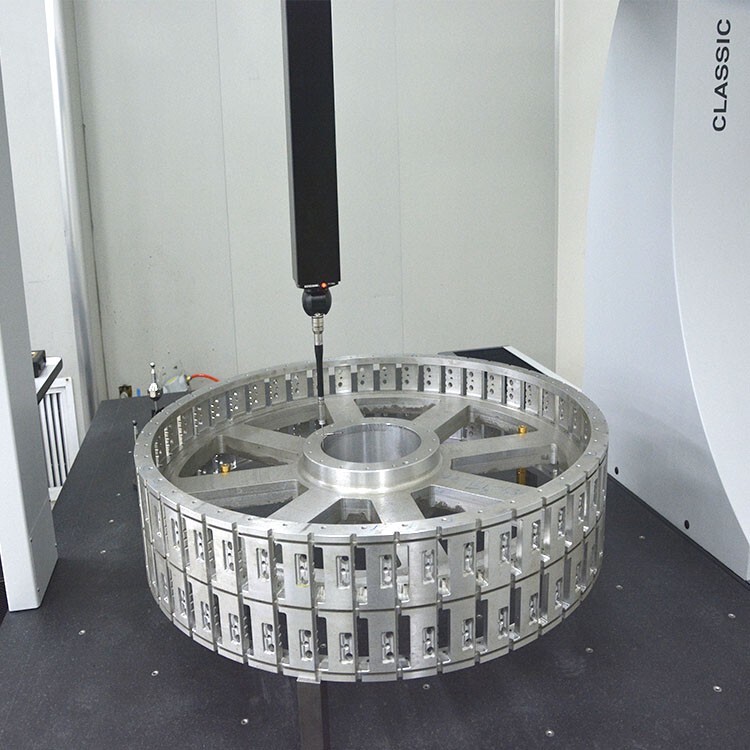
形位公差,一般也称为几何公差,是机械加工后零件的实际要素相对于理想要素所允许的误差范围,这些误差包括形状误差和位置误差。形位公差是零件设计和制造过程中不可或缺的重要参数,它直接影响到产品的质量和性能。
公差原则是正确处理尺寸公差与形位公差之间关系的规定。常见的公差原则包括:
立原则:尺寸公差与形位公差彼此无关,分别满足各自的要求。
包容要求:用于单一要素,表示实际要素应遵守大实体边界,其局部实际尺寸不得超出小实体尺寸。
大实体要求:适用于中心要素,要求该要素的实际轮廓不得超出大实体实效边界,并且实际尺寸不得超出极限尺寸。
小实体要求:当被测要素的实际轮廓偏离其小实体状态时,允许的形位误差值可以增加,偏离多少就增加多少。
可逆要求:指中心要素的形位误差值小于给出的形位公差值时,允许在满足零件功能要求的前提下扩大尺寸公差。
形位公差在机械制造业中具有广泛的应用,它直接关系到产品的精度、互换性和使用寿命。合理的形位公差设计可以确保零件在装配和使用过程中能够保持正确的位置和形状关系,从而提高产品的整体性能和可靠性。同时,形位公差的检测也是质量控制的重要环节之一,通过的测量和检验可以及时发现并纠正生产过程中的偏差和问题。
工程设计:在工程设计阶段,需要对各种构件和设备的尺寸进行测量,以确保设计的合理性和可行性。
制造过程:在制造过程中,尺寸量测是质量控制的重要环节。通过对原材料、半成品和成品的尺寸进行测量,可以及时发现并纠正生产过程中的偏差,确保产品质量。
质量检测:在产品质量检测中,尺寸量测是评估产品是否合格的重要依据。通过对产品的各项尺寸进行测量,并与设计要求和标准进行比较,可以判断产品是否满足质量要求。
选择合适的测量工具:根据待测尺寸的大小、形状和精度要求选择合适的测量工具。
正确操作测量工具:在使用测量工具时,应严格按照操作规程进行,避免因操作不当导致的测量误差。
注意测量环境:测量环境对测量结果有一定影响,应尽量选择温度稳定、光线充足、无振动和电磁干扰的环境进行测量。
多次测量取平均值:为了提高测量精度,可以多次测量并取平均值作为终结果。
- 三坐标检测,优尔鸿信
- 计量仪器检测
- 杨先生
推荐信息
-
 浙江-第三方检测机构-金属成分检测-优尔鸿信-CNAS认可
浙江-第三方检测机构-金属成分检测-优尔鸿信-CNAS认可 -
 济南-第三方检测机构-机械冲击测试-优尔鸿信-有资质
济南-第三方检测机构-机械冲击测试-优尔鸿信-有资质 -
 烟台-第三方检测机构-扫描电镜测试-有资质-优尔鸿信
烟台-第三方检测机构-扫描电镜测试-有资质-优尔鸿信 -
 浙江-第三方检测中心-绝缘阻抗测试-优尔鸿信-有资质
浙江-第三方检测中心-绝缘阻抗测试-优尔鸿信-有资质