关键词 |
上海三坐标检测,三坐标检测尺寸,三坐标检测位置度,三坐标对外检测服务 |
面向地区 |
全国 |
毋庸置疑,对尺寸进行准确测量是生产制造的基本要求。通过在从材料采购到加工、组装、验货、出货等一系列工序中,采用相同基准进行测量,可制造出符合设计要求的产品,以确保品质。
哪怕只有一人在测量时有所疏忽,就会无法确保品质。如果因此而混入了不良品,不仅会降低成品率,一旦将不良品作为成品交付,还会引发投诉。因此,在生产制造的每个环节,都确保测量的准确性。
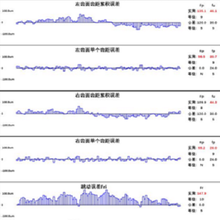
误差的种类
长度的误差,就是目标物真实值(真值)与测量值的差,亦或是值与测量值的差,表示为“误差=测量值−真值”。在实际情况下,无论多么精密的测量,都是难以求出真值的,因此在测量值当中,都注定会包含“不确定度”。根据引发误差的条件,误差可分为3大类。要防范误差,就分别考虑其产生的原因。
(1)系统误差
因特定原因导致测量值偏差的误差。例如,因测量仪器个体差异导致的误差(仪器误差)、温度、测量方法特性等。
(2)偶然误差
因测量时偶发因素导致的误差。例如因附着在测量仪器上的灰尘所导致的误差等。
(3)过失误差
因测量人员经验不足或误操作导致的误差。
量测方法规定
就近原则:无特殊说明情况下,量测点选取应靠近需测尺寸部位或图面尺寸引出线部位
根部原则:凡量测与折弯有关之尺寸时,折弯处选取量测点位置应以根部为准;如下图23 及图24 所示:

全国三坐标检测热销信息
站内来访